- WINOA IKK JAPAN HOME
- ショットピーニングとは
ショットピーニングとは
ハンマー(=叩き)効果によって、
金属材料を強くする技術です。
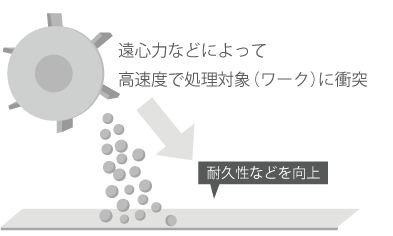
鉄または非鉄金属の小さい丸い球(ショット)を、遠心力や空気圧によって、高速度で処理対象(ワーク)に衝突させ、耐久性などを向上させ
ます。
どんな金属材料(工業製品)に効果的?
ショットピーニングは長時間、連続して酷使され、疲労が激しい部品に効果的です。
例)歯車、ばね、カムなど
1985年の飛行機事故
機体後部の圧力隔壁の損壊が引き金になりました。
なぜ、どのようにして損壊が?
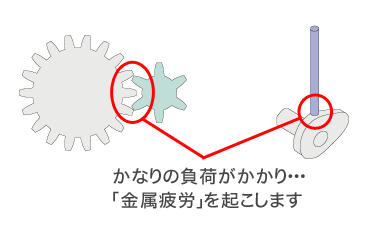
隔壁の接続部に長時間・繰り返し大きな負荷がかかるため「金属疲労」が起こり、そこから亀裂が発生。隔壁の強度が低下し、損壊したと推定されています。
航空機メーカーは、メンテナンスのミスを認めました。ピーニングでしっかり接続部を強化しておけば、この大惨事は未然に防ぐことができたかもしれません・・・。
ショットピーニングはどのようにして生まれたか?
- 1870年
- 米国にて、ダイヤモンドに次いで硬いコランダムを砂で切る方法として紹介
- 1927年
- 砂の代わりに鋼球を高所から金属表面に落下・衝突させることで加工硬化性があることが判る。 ※加工硬化:変形が進むにつれて起こる変形抵抗または硬さの増加のこと
- 1935年
- コイルばねにショットを投射することで、疲労強度向上に効果があることが判る
- 1936年
- 日本にて、鋼球を金属表面に投射することで加工硬化が得られるという実験結果が発表される
- 1944年
- ピーニング用ショットのSAE企画などが制定 ※SAE規格:米国の技術者団体であるSAE(Society of Automotive Engineers)が定める規格。自動車関連及び航空宇宙関連の標準規格の開発や、専門家会議の開催、動力機器に関する書籍等の出版、教育的活動を行なっている。
- 1950年
- 米軍の軍用車用懸架ばねの修繕を初めて受注(ショットピーニング処理)
日本刀
芸術的美しさだけでなく、その強靭さで世界に知られる日本刀・・・ その秘密は、何度も何度も小刻みに叩いて作られるところにあります。 これはまさに「鉄を叩いて鍛える」という、ショットピーニングの工法 そのものズバリ!!と言えます。 ・・・実は、ずっと昔から、ピーニング技法は使われていたんですね~。
産業界でのショットピーニング
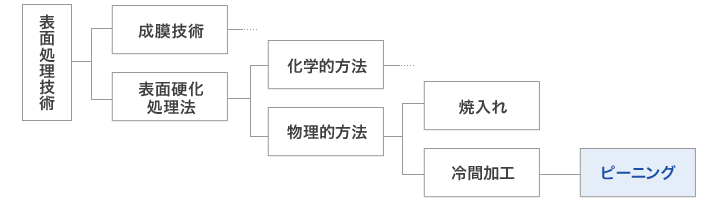 「表面処理技術」にもいろいろありますが・・・
「表面処理技術」にもいろいろありますが・・・
表面改質法を選定する際は、その被膜自身の性能のほかに、表面形状や寸法の変化、処理条件(温度、雰囲気など)やコストなど、多くの要素を考慮する必要があります。
ショットピーニングの効果を最大限に引き出すためのポイント
| 投射方法 | 遠心式、空気式 (※超音波、キャビテーション、レーザー) |
|---|---|
| 投射材 | 材質、硬さ、サイズ、など |
| 被加工物 | 材質、硬さ、寸法、計上、温度など |
| 投射条件 | 投射速度、投射時間、投射角、投射密度、応力、など |
| 評価項目 | アークハイト、カバレージ、表面粗さ、残留応力、硬さ、変形、など |
専門用語が多くて、具体的にイメージするのが難しいですね。
「評価項目」で、特にカタカナで表記されている「アークハイト」と「カバレージ」について簡単に説明します。
(詳しくは、このページの最後に記載されている参考文献をご覧ください。)
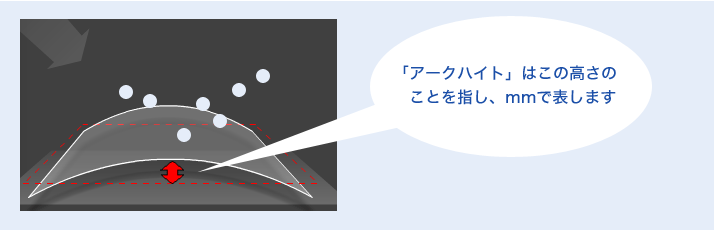
アークハイトとは
板状のアルメンストリップと呼ばれる試験片の片面にショットを投射すると、加工面が叩き延ばされるため、図のように円弧状に変形します。一般的に、変形が大きいほど加工の効果も大きく、ピーニング強度の指標の一つとされます。
カバレージとは
ショットが衝突すると表面には痕が残りますが、この衝突痕が加工表面をどのくらい覆っているかを
面積比で表したものです。
実は必ずしも、アークハイトやカバレージの値が高いほどピーニングの効果が増大するというわけではありません。一口に「ピーニング効果」と言っても、「疲れ強さ」「耐応力腐食割れ」「耐摩耗性」など、様々な効果があり、求める品質によって作業条件が異なってくるからです。
ショットピーニングは、このように多くの要素を考慮し、その各要素が正しく調和して初めて、狙った効果を発揮することができる・・・
奥が深い、専門知識を要する加工技術です。
ショットピーニングによって強くしなやかに生まれ変わった材質は、製品に更なる価値を与え、世界の機械工業界に大きく貢献しています。
WINOA IKK JAPANがご提供するピーニング用ショット
- JIS標準品
- AMS対応品(※Aerospace Materia Specifications:航空宇宙材料規格)
- ファインショット
多彩な効果を発揮する微粒子ピーニングにおいて、コストメリットが出せるよう、独自製法にて開発しました。 >>詳細はこちら
- 参考文献
- ショットピーニングの方法と効果 (ショットピーニング技術協会・編 日刊工業新聞社)
- 金属疲労とショットピーニング (ショットピーニング技術協会 編著 現代工学社)
- 科学技術振興機構 Webラーニングプラザ
スチールショット・グリットのことならお任せください!
販売だけでなく、使用する機械・ブラストの仕事条件設定等につきましても、 安心してご相談いただける体制を備えております。
- 代表電話番号
- TEL:052-307-8100
- 営業時間
- 平日8:00~17:00/土日休